Question: What are the two biggest factors affecting quality of recycled sand, regardless of the separation method? Answer: Sand type and water quality.
Sand type is easy to solve. Simply purchase washed sand that is devoid of fine particles and organic matter. This sand product is available wherever concrete is sold, which is everywhere.
Solving water quality isn’t so easy, but nevertheless, it all begins with liquid-solid separation. Better yet, operating liquid-solid separation in a closed-loop arrangement is a proven method for generating, maintaining and preserving water quality in the sand-manure separation process.
Fortunately, manure is roughly 80 to 90 percent water. How can we use this water to the advantage of a sand-manure separation system and ultimately milk cows?
The role of water quality
Sand particles are approximately 2.5 times more dense than as-excreted manure. As a result, settling is an ideal method of sand-manure separation as it exploits this significant difference in density between a particle and the surrounding fluid.
The three steps in the sand separation process are dilution, dispersion and, ultimately, settling. In order to settle appreciable amounts of clean sand from manure, sand-laden manure must be diluted.
Laboratory research as well as practical field experiences have shown that sand-laden manure must be diluted to a minimum of one-to-one (one part of water to one part of sand-laden manure) in order to achieve separation. The more dilution water added, the faster the sand grains settle, and the more sand captured.
Once sand-laden manure is diluted, the particles must be dispersed. The dispersion process involves some kind of agitation to elongate, disrupt and cleave the long-chain glycoprotein molecules that lend to manure viscosity.
Breaking the bonds by dilution and dispersion gives manure the appearance of being “thin” or actually less viscous.
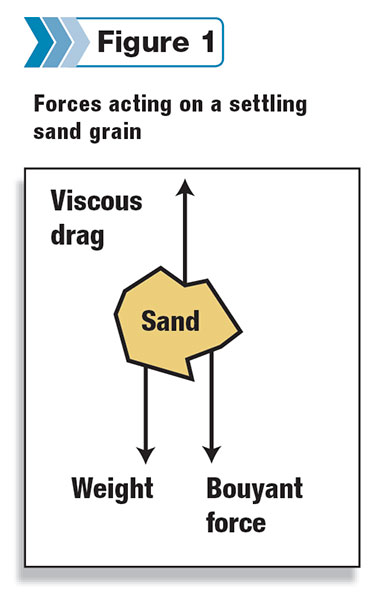
When the viscous (upward) force preventing a particle from settling is reduced, the weight and buoyant forces (downward) cause a sand grain to settle.
Simply stated, reduce viscosity to increase sand settling rates. Figure 1 shows the forces about a settling sand grain.
Naturally, for water to qualify as a quality dilutant, it must be less viscous than the manure to be diluted. In fact, the viscosity of dilution water should be as low as possible – that is, approaching but not reaching that of fresh water.
Bear in mind, total solids content of recycled dilution water is not necessarily an indication of viscosity.
Testament to this is the fact that water produced via closed-loop water recovery at 5 percent total solids is an acceptable dilutant, whereas recycled water from a poorly managed two-stage storage at 5 percent total solids is not.
Boundaries of a closed-loop system
Engineers are careful to draw accurate boundaries around the systems to be designed or analyzed. A closed-loop water recycling system is no exception.
In order to achieve success with closed-loop systems, milking parlor effluent must be added to the system, which may include holding pen or deck flush, as well as plate cooler water.
The reason being, even with the most effective liquid-solid separation as part of a closed-loop system, after multiple recycle passes, the dissolved solids accumulate in the system to a point of saturation, thereby increasing viscosity and causing the water to, in a sense, not be wet. The addition of parlor effluent is just enough water to keep the dissolved solids in check.
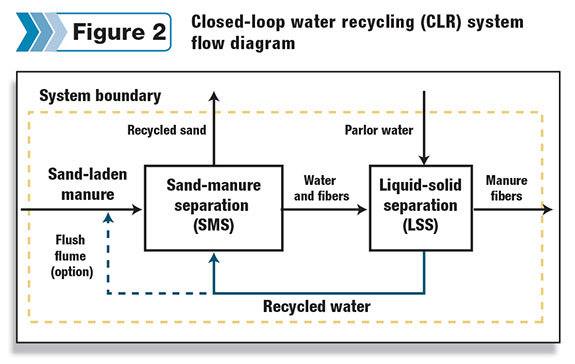
A flow diagram for a closed-loop water recycling system is shown in Figure 2 .
In a closed-loop system, manure is added to the sand-manure separation system, whether this is a “passive” or “mechanical” system.
Sand-free effluent, ideally, exits the sand-manure separation system and is pumped to a liquid-solid separation system, the size of which is determined by the flow through the sand-manure separation system, as well as the size of the pump and reception tank combination.
Solids from the liquid-solid separation can be hauled to distant fields and land-applied. The liquid effluent is the coveted recycled water that can be used directly in the sand-manure separation or used to convey and separate by way of a flush flume.
Practical considerations
The vast majority of liquid-solid separation systems involve some kind of screening process – that is, size-based separation of particles.
These screens may be wedge wire, perforated sheet metal or mesh screen and perform well when maintained free of struvite and other compounds that form on manure equipment. Smaller screens, of course, remove more solids than larger screens, which is advantageous.
However, smaller screens perform at lower flow rates compared to larger screens due to the higher resistance (friction) associated with smaller apertures.
When choosing liquid-solid separation equipment, select the smallest-size screen opening possible that yields the number and size of liquid-solid separation units to match a project budget.
Furthermore, the size of the reception tank and manure pump to the liquid-solid separation must be matched to the capacity of the system chosen.
Closing the loop
Closed-loop water recycling systems are the most reliable means of providing water to a sand-manure separation system. Clean recycled water produces clean recycled sand. Fortunately, manure is comprised primarily of water.
Closed-loop systems utilize the water held within the structure of manure, along with parlor effluent, to generate water of adequate quality and quantity to successfully separate sand from manure.
No additional fresh water is required besides what is necessary for liquid-solid separation equipment washdown.
When designing and fine-tuning a sand-manure separation system, take care of recycled water quality, and sand-manure separation will take care of itself. PD
Wedel is an agricultural engineering P.E. with McLanahan Corporation specializing in sand-laden manure handling, separation and treatment systems.

Andrew Wedel
Division Manager Agricultural Engineer
McLanahan Corporation



